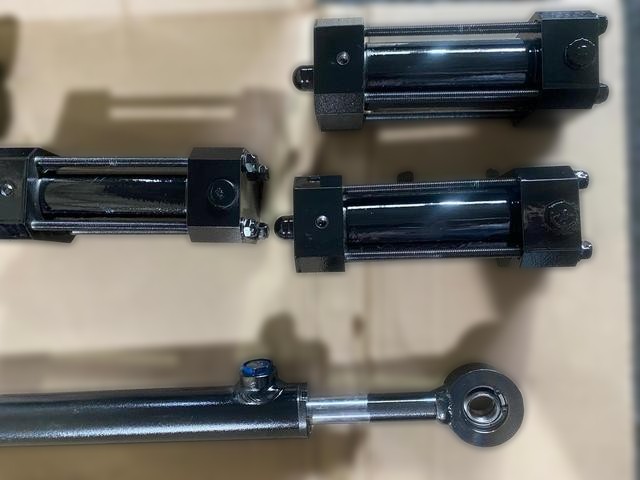
Изготовление гидроцилиндров на заказ любой сложности с гарантией качества по чертежам заказчика или образцу. Гидравлические цилиндры, которые производятся на нашем заводе с 2000 года, по техническим параметрам не уступают агрегатам европейских и российских производителей! Гарантия 12 мес. Сервис гидроцилиндров.
Качество нашей продукции давно известно в ЦФО и подтверждено успешной эксплуатацией
на предприятиях различного профиля.
Завод успешно изготавливает аналоги гидроцилиндров популярных брендов:
ATH
ATOS
BINOTTO
BOSCH REXROTH SAS
DSP HYDROLUX
EQHYP
GRIBI Hydraulics
HYDRAUSTAR
HYDRO KAR. KAROL MINDER
HYVA
INTERHYDRAULIK
MÜLLER HYDRAULIK GMBH
NUOVE TECNOLOGIE SAS
O.M.C.A. SERVICE S.R.L.
OLEODINAMICA MARTINALLI S.R.L.
OTTO HYDRAULIC CO.
PENTA
SOLTEC SRL
UBEX BULGARIA
WELTE CARDAN-SERVICE GMBH
... и многих других производителей!
Сертификаты соответствия:
Диапазоны параметров гидроцилиндров:
Диаметр поршня – от 20 до 400 мм;
Диаметр штока – от 12 до 280 мм;
Поршневой ход – до 8000 мм;
Рабочее давление – 600 атмосфер.
Опциональная комплектация гидроцилиндров
Осуществляя изготовление гидравлических цилиндров, мы опционально можем добавить
следующие компоненты:
Полые штоки, включая варианты с подводом рабочего средства сквозь шток;
Демпферы с управляемым замедлением штока в конечной стадии хода;
Сенсоры конечного положения и движения штока;
Специальные уплотнители (жаро- и морозоустойчивые, с пониженным трением);
Возвратные пружины;
Гидравлические устройства трубной, фланцевой и модульной установки;
Блоки гидравлики любой сложности.
Варианты исходных данных для производства гидроцилиндров
Техническое задание от Заказчика.
Конструкторская документация.
Образец гидравлического цилиндра в рабочем или изношенном виде.
Комплектующие для производства
Хоннингованные гильзы – основное отклонение по диаметру H8, чистота
внутренней поверхности до Ra0,3;
Хромированные штоки – твердость поверхностной закалки до 60HRC,
толщина хромового покрытия до 50мкр, максимальная чистота поверхности Ra0,2;
Поршневые и штоковые уплотнения – стандартного профиля или аналоги
уплотнений по ГОСТ 6969-54, 6678-72, 14896-84, 22704-77;
Грязесъёмники – стандартной конфигурации или аналогичной ГОСТ
24811-81;
Направляющие и защитные кольца – из твердых материалов с пониженным
коэффициентом трения;
Уплотнения валов – из эластичных, упругих материалов каучуковой
и полиуретановой групп (активные элементы) и твердых пластмасс POM, PA-6
или металла (армирующие элементы).
Этапы производства
Согласование конструкторских документов. Тесное взаимодействие
с заказчиком позволяет выполнить работы максимально быстро;
Подбор комплектующих. Мы используем как отечественные изделия,
так и продукцию зарубежных производителей.
Металлообработка деталей и узлов. Используются современные станки
и технологическое оборудование.
Сборка гидравлических цилиндров. Все сборочные операции и ремонт
осуществляются при помощи полуавтоматических станков. Трещины и дефекты
при сварке не допускаются.
Покраска гидроцилиндров. Перед этим агрегаты тщательно очищаются
от пыли и грязи. Затем наносится слой грунтовки, а потом – сама краска.
Проверка на стенде. Технологическое испытание согласно требований
ГОСТ.